

+086-0512-68781842

近年、自動化業界の生産規模の拡大に伴い、複数の輸入先進設備が導入されている。真空吸盤からなる搬送ロボットは、イタリアから導入された板材サンドマシンのセットで自動的に上、下料ロボットに応用されている。この運搬ロボットは敷地面積が小さく、大面積のチタン板を運搬するのは柔軟で信頼性があり、装置全体は全自動操作を採用し、作業効率が高い。製品の品質を向上させ、生産規模を拡大するとともに、元輸入設備に気圧不足時の吸盤脱着板の材料不足などの欠点があることに対して、2006年初めに元設備を基礎に、自ら真空吸盤からなる搬送ロボットの開発に成功した。
1、ロボットがチタン板材を運搬する規格
厚さ0.8~6 mm、長さ2000~3050 mm、幅900~1000 mm、最大質量85 kg。
2、ロボットの機械構造及びその作業過程
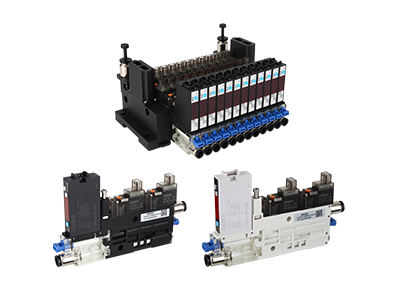
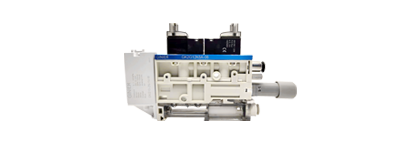
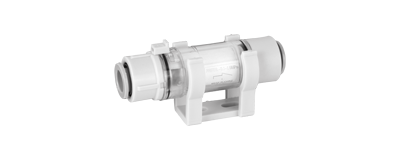
真空システムは主に真空ポンプ、真空吸盤、真空軟送管、電磁切換弁、真空スイッチ、真空フィルタなどから構成される。吸盤ホルダは主に1つの形鋼フレーム、2本のアルミニウム形材、およびそれに取り付けられた2列の計16個の真空吸盤から構成されている。昇降システムはモータ、減速機、伝動チェーンによって吸盤ホルダを駆動して上昇と下降を実現する。ハンド構造は図1を参照してください。
回転システムは支柱と台座のモーター、減速機、伝動歯車によって吸盤ホルダを回転させる。
2台のロボットは左、右に分かれて本体側に並んでいる。1台のロボットがチタン板をラックから持ち上げ、180°回転させ、降ろし、本体ローラーテーブルに入る、もう1台のロボットハンドはローラーテーブルからチタン板を持ち上げ、180°回転させて落下させ、チタン板を別のラックに置き、本体の上、下の搬送にする。
3、真空吸盤の選択計算
3.1、真空度の選択
搬送技術については、低真空を採用すれば要件を満たすことができる。通常、低真空の圧力範囲は100 Pa〜1標準大気圧である。金属やプラスチックなどの気密性表面を有する材料を搬送する場合、真空度は通常50000〜80000 Paの間であり、100 Paを超える中高真空を採用すると経済的ではない。吸盤吸着板材料の所要時間は比較的に長く、同時に安全要素を考慮して、抽気流量が真空発生器よりずっと大きい真空ポンプを選択した。
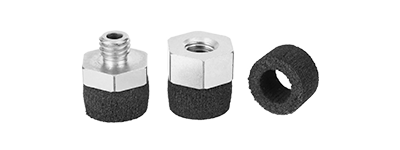
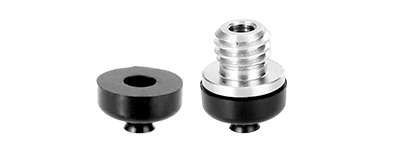
3.2、真空吸盤の選択
この設備はまず真空吸盤を確定しなければならず、いろいろな調査を経て、適切な国産吸盤が見つからず、国内の一部メーカーが生産した吸盤は紙、プラスチックフィルムなどの柔らかい物品の吸着にしか使用できないため、台湾産真空吸盤を選択した。材料は丁晴ゴムに選定されており、主に安価で平面が滑らかなワークの搬送に適していることを考慮している。吸盤選択サンプルに基づいて、吸盤が受ける総力Fを計算する:
F=m×(g+a/μ) ×s(1)式中のF−理論最大吸引力、N、m−チタン板質量、kg、g−重力加速度、m/s 2、a-システムの加速度を上げて、m/s 2、μ—摩擦係数、0.2〜0.5、s−安全係数、1.5〜2。
F = 85 ×(918 + 5/ 014) ×2 = 3791 N
サンプルと照らし合わせて吸盤が耐えられる力の大きさを計算し、PFYN 95型吸盤は真空度60 kPaの時、単一吸盤が耐えられる力は350 Nで、構造配置に基づいて、16個の吸盤を選択し、総力は516 kNである。
4、ロボット自動制御プログラム
自動制御プログラムはシーメンス社製のS 7-200型プログラムを選択した。マニピュレータが動作し始めると、まず真空ポンプを開きます。供給プロセスは以下の通りである:
(1)吸盤ホルダは2列の吸盤を動かして急速に下降し、調光可能な電気スイッチは板材を検出した後、ゆっくりと50 mmまで下降し、吸盤は板材に触れ、同時に、吸盤ホルダはリミットスイッチに触れた、
(2)2桁の三方電磁弁が動作を開始し、吸盤を真空に入れ、時間は約1〜2 sで、真空スイッチが真空値が60〜80 kPa(吸盤サンプルパラメータ)であることを検出した時、板材がしっかり吸い込まれたことを確認する、
(3)急速に上昇し、最初のリミットスイッチに触れ、吸盤は低速運動に転換し、2番目のリミットスイッチ(この時約200 mm上昇)に触れ、所定の位置で停止する。
(4)急速に回転し、第1のリミットスイッチに触れ、吸盤は徐行運動に回転し、第2のリミットスイッチに触れ、所定の位置に(180°)停止する。
(5)急速に下降し、最初のリミットスイッチに触れ、吸盤は低速運動に転換し、2番目のリミットスイッチに触れ、所定(約200 mm下降)で停止する。
(6)電磁切換弁は方向転換し、大気を放出し、吸盤は板材から脱落し、本体ローラに落下し、ローラ上の光電スイッチは信号を出す、
(7)吸盤ホルダーは吸盤を急速に上昇させ、ゆっくりと位置につく(約200 mmの高さ)、
(8)180°高速、低速回転、停止。これで、一度の自動仕上動作が完了します。
プログラミングは循環反復上料を実現することができ、人工的に制御することもでき、単回自動ランダム上料、または点動して、吸盤ホルダを任意の位置に停止させることもできる。上昇、下降、回転などのリミットスイッチの後位置には、所定の位置で故障を停止する際の予備スイッチとしてアラームリミットスイッチが取り付けられている。材料投入時、ロボットハンドの動作プログラムは材料投入時と類似しているが、出発位置はホストローラテーブルから材料を取り出し、最終的に材料をラックに置くことである。
5、結論
この移動ロボットの開発に成功し、輸入設備の資金を節約し、古い輸入設備に対して改善を行い、生産の実際の状況にさらに適用した。元の輸入設備にある2人の3通電磁切換弁には2つのステーションがあり、1人は真空に接続され、1人は圧縮空気に接続され、ガス貯蔵タンクと接続されたガス管路を設置する必要があり、気圧が不足すると吸盤をプレートから離脱させることができない。新しく開発された運搬ロボットはガス貯蔵タンクと接続管路を省き、直接大気を排出し、生産要求を完全に満たし、同時に設備の製造に便利である。
この運搬ロボットの不足点は:吸盤ホルダを引き上げるために選択された減速機機種のトルクが不足し、頻繁に吸盤ホルダを動かすことができず、上昇、下降し、5~7 s間隔が必要である、間隔が少なすぎると、点動時にブレーキが効かなくなる。これらの問題はいずれも今後さらに改善する必要がある。
【本文标签】
【责任编辑】超级管理员
+086-139-1359-8139 & +086-0512-68781842
sales@gnr-tech.com
江蘇省蘇州市高新区華山路158-28号






















































 Wechat
Wechat Website
Website